- پلاک 8، جاده زائلین،
خیابان لانگ شیانگ،
tongxiang، ژجیانگ، چین - +86 573 89381086[email protected]
- دانلودهابروشورهای PDF
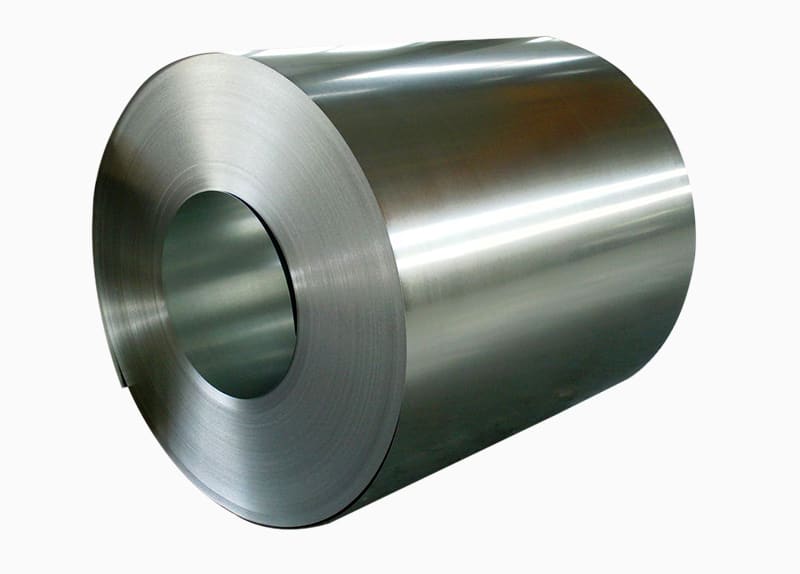
کویل های فولادی با روکش رنگی - که به طور گسترده به عنوان کلاف های فولادی از پیش رنگ شده، سیم پیچ های PPGI (آهن گالوانیزه پیش رنگ شده) یا فولاد نورد پوشش داده شده رنگی نیز نامیده می شوند - کویل های فولادی هستند که از طریق یک خط پوشش سیم پیچ پیوسته پردازش شده اند که در آن یک یا هر دو سطح قبل از اینکه یک لایه یا چند لایه کویلینگ مجدداً به صورت آلی متمایل شوند، تمیز می شوند، عملیات شیمیایی انجام می شوند، آماده سازی می شوند و با یک لایه کویل پوششی مجدد تکمیل می شوند. این فرآیند یک پوشش ثابت و کنترل شده توسط کارخانه تولید می کند که بسیار یکنواخت تر و بادوام تر از رنگ آمیزی پس از ساخت بر روی قطعات برش خورده یا شکل داده شده است.
بستر پایه مورد استفاده برای کویل های فولادی با پوشش رنگی بسته به کاربرد مورد نظر می تواند به طور قابل توجهی متفاوت باشد. رایج ترین بستر فولاد گالوانیزه گرم (GI) است که حفاظت در برابر خوردگی بر پایه روی را در زیر پوشش آلی ایجاد می کند. سایر بسترها عبارتند از: گالوالوم (فولاد پوشش داده شده با آلیاژ آلومینیوم-روی، همچنین به عنوان AZ یا Zincalume شناخته می شود)، فولاد الکترو گالوانیزه، فولاد نورد سرد (CR) و گاهی اوقات فولاد نورد گرم ترشی و روغنی (HRPO) برای مصارف صنعتی با گیج سنگین تر. ترکیبی از پوشش فلزی و روکش ارگانیک به محصولات کویل فولادی دارای پوشش رنگی، دفاعی چند لایه در برابر خوردگی، تخریب اشعه ماوراء بنفش و آسیب مکانیکی می دهد.
فرآیند پوشش سیم پیچ - که گاهی به آن خط پوشش سیم پیچ پیوسته یا فرآیند CCL نیز گفته می شود - یک عملیات تولیدی بسیار خودکار و با سرعت بالا است که پوشش ها را روی نوار فولادی با سرعت های خط معمولاً بین 60 تا 150 متر در دقیقه اعمال می کند. درک مراحل تولید به خریداران کمک می کند تا ادعاهای کیفیت را ارزیابی کنند و درک کنند که چرا محصولات با روکش کویل متفاوت از فولاد رنگ شده معمولی رفتار می کنند.
نوار فولادی ابتدا از یک سری مراحل تمیز کردن عبور می کند که روغن های نورد، اکسیدهای سطحی و آلاینده ها را با استفاده از پاک کننده های قلیایی و شستشو با آب حذف می کند. به دنبال آن یک مرحله پیش تصفیه شیمیایی - معمولاً یک پوشش تبدیلی کرومات، بدون کرومات (بر پایه زیرکونیوم یا تیتانیوم) یا فسفات آهن - که یک سطح فعال شیمیایی ایجاد می کند که چسبندگی لایه پرایمر را تقویت می کند و مانع اضافی در برابر خوردگی زیر لایه ایجاد می کند. انتخاب شیمی پیش تصفیه اهمیت فزاینده ای پیدا کرده است زیرا فشار تنظیمی صنعت را به سمت سیستم های بدون کرومات سوق می دهد.
پس از انجام مراحل اولیه، یک پوشش پرایمر توسط رولر روی یک یا هر دو طرف نوار اعمال می شود. پرایمر - به طور معمول یک فرمول مبتنی بر اپوکسی، پلی اورتان یا پلی استر - به عنوان لایه چسبندگی بین پیش تیمار و پوشش بالایی عمل می کند و اغلب دارای رنگدانه های بازدارنده خوردگی مانند کرومات استرانسیوم یا فسفات روی است. سپس نوار پرایم شده از یک اجاق پخت عبور داده می شود و در آنجا تا دمای اوج فلز (PMT) تقریباً 200 تا 240 درجه سانتیگراد برای پخت حرارتی گرم می شود. ضخامت لایه خشک پرایمر معمولی بین 5 تا 8 میکرون است.
پوشش رویی روی پرایمر پخت شده توسط ایستگاه دوم غلتکی اعمال می شود. این لایه ای است که رنگ، براقیت و عملکرد سطح سیم پیچ فولادی از پیش رنگ شده را فراهم می کند. پس از اعمال، نوار از یک کوره پخت دوم عبور می کند - دوباره به PMT معمولاً 220 تا 250 درجه سانتیگراد بسته به سیستم رزین - و سپس با آب خاموش می شود تا نوار پوشش داده شده قبل از سیم پیچی مجدد به سرعت خنک شود. در مرحله پرایمر یا روکش لایه پشتی اغلب به سمت عقب اعمال می شود تا محافظت در برابر خوردگی و شکل پذیری روی صورت غیر قابل مشاهده را فراهم کند.
سیستم رزین پوشش بالایی تنها مهمترین عامل تعیین کننده عملکرد هوا، انعطاف پذیری، مقاومت شیمیایی و عمر مفید یک محصول فولادی با پوشش رنگی است. شیمی های مختلف رزین پروفایل های عملکردی متمایز را ارائه می دهند که برای استفاده نهایی و شرایط قرار گرفتن در معرض مختلف مناسب است.
پلی استر استاندارد به دلیل هزینه کم، پردازش عالی، طیف رنگی خوب و عملکرد مناسب برای کاربردهای داخلی و خارجی سبک، پرکاربردترین رزین پوشش بالایی در صنعت کویل فولادی با پوشش رنگی است. ضخامت فیلم خشک معمولی 15-25 میکرون است. پوشش های پلی اتیلن استاندارد مقاومت محدودی در برابر اشعه ماوراء بنفش دارند و معمولاً برای کاربردهای معماری بیرونی با عمر طراحی بیش از 10 سال در محیط های خشن توصیه نمی شوند. آنها بیشتر برای سقف های داخلی، روکش های صنعتی عمومی، پانل های لوازم خانگی و قفسه بندی استفاده می شوند.
پوششهای پلی استر اصلاحشده با سیلیکون، رزین سیلیکونی را در ستون فقرات پلی استر ترکیب میکنند که به طور قابلتوجهی مقاومت در برابر اشعه ماوراء بنفش و مقاومت در برابر حرارت را در مقایسه با PE استاندارد بهبود میبخشد. پوششهای SMP بهطور گسترده برای کاربردهای پوششدهی و سقفهای بیرونی در آب و هوای معتدل استفاده میشوند و عمر طراحی را معمولاً بین ۱۵ تا ۲۰ سال برای حفظ رنگ و مقاومت در برابر گچ ارائه میدهند. ضخامت فیلم مشابه PE استاندارد در 20-25 میکرون است. SMP تعادل خوبی بین عملکرد و هزینه برای کاربردهای اصلی ساخت و ساز فراهم می کند.
رزین های HDP با ستون فقرات پلی استر با وزن مولکولی بالاتر و بسته های تثبیت کننده اشعه ماوراء بنفش بهینه فرموله شده اند تا عملکرد هوازدگی را نسبت به پلی اتیلن استاندارد بدون هزینه کامل PVDF ارائه دهند. پوششهای HDP بهطور فزایندهای بهعنوان یک گزینه میانرده مقرونبهصرفه برای کاربردهای خارجی که عملکرد SMP مرزی است، اما مشخصات کامل PVDF از نظر تجاری توجیه نمیشود، مشخص میشوند. ادعای عمر طراحی معمولی 20 تا 25 سال برای مقاومت در برابر گچ در آب و هوای معتدل است.
پوششهای مبتنی بر PVDF - که با نامهای تجاری مانند Kynar 500 و Hylar 5000 فروخته میشوند - نشاندهنده سطح برتر پوششهای رنگی کویل فولادی هستند و معیاری برای کاربردهای معماری با عمر طولانی هستند. ستون فقرات فلوروپلیمر مقاومت استثنایی در برابر اشعه ماوراء بنفش، گچی، محو شدن رنگ، حمله شیمیایی و حفظ کثیفی ایجاد می کند. فرمولاسیون استاندارد حاوی 70% رزین PVDF و 30% اکریلیک است. ضخامت فیلم معمولاً برای یک سیستم دو لایه استاندارد 25-27 میکرون است. کویلهای فولادی رنگی با روکش PVDF برای سقفهای معماری پیشرفته، دیوارهای پردهای و روکش نما که در آن دورههای گارانتی 30 تا 40 سال مورد نیاز است، مشخص شدهاند. رزین های فلوئورواتیلن وینیل اتر (FEVE) عملکرد قابل مقایسه ای دارند و در حال به دست آوردن سهم بازار در پوشش های معماری حلال هستند.
پوششهای پلاستیزول، پوششهای ضخیم مبتنی بر PVC هستند که در ضخامتهای فیلم خشک 100 تا 200 میکرون اعمال میشوند و سطحی با بافت بالا با مقاومت عالی در برابر خراش، شکلپذیری و خواص میرایی صوتی ایجاد میکنند. آنها معمولاً برای ورق های سقف، روکش دیوار و ساختمان های کشاورزی در بازارهای اروپای شمالی مشخص می شوند. محدودیتهای اصلی Plastisol مقاومت نسبتاً ضعیف در برابر اشعه ماوراء بنفش در مقایسه با PVDF و تمایل به گچ در محیطهای با اشعه ماوراء بنفش بالا است، اگرچه انواع تثبیتشده با اشعه ماوراء بنفش به طور قابلتوجهی دوام در فضای باز را بهبود بخشیدهاند.
کویل های فولادی با پوشش رنگی بر اساس طیف وسیعی از استانداردهای ملی و بین المللی تولید و معامله می شوند که درجه زیرلایه، وزن پوشش، خواص مکانیکی و کیفیت سطح را تعریف می کنند. آشنایی با مهمترین استانداردها از اشتباهات مشخصات و سوء تفاهم زنجیره تامین جلوگیری می کند.
| استاندارد | منطقه | دامنه |
| EN 10169 | اروپا | محصولات مسطح فولادی با روکش ارگانیک پیوسته - الزامات و آزمایش |
| ASTM A755 | ایالات متحده آمریکا | ورق فولادی با روکش فلزی با فرآیند غوطه وری گرم و از پیش رنگ آمیزی شده توسط فرآیند پوشش کویل |
| JIS G3312 | ژاپن | ورق ها و کلاف های فولادی با روکش روی و روی و آلیاژ آهن از پیش رنگ شده |
| GB/T 12754 | چین | ورق ها و نوارهای فولادی با پوشش رنگی - استاندارد ملی که محصولات PPGI و PPGL را پوشش می دهد |
| ع 1397 | استرالیا/NZ | ورق و نوار فولادی - روکش روی گرم یا روکش آلومینیوم/روی، مربوط به Colorbond و محصولات مشابه PPGL |
هنگام تهیه کویلهای فولادی با پوشش رنگی در سطح بینالمللی - بهویژه از کارخانههای چینی یا آسیای جنوب شرقی - ضروری است که تأیید شود که محصول با کدام استاندارد تولید میشود، زیرا درجههای خواص مکانیکی، وزن پوشش روی و تحملهای ضخامت لایه بین استانداردها به طور قابلتوجهی متفاوت است. همیشه گواهیهای آزمایش آسیاب (MTC) را درخواست کنید که به صراحت به استاندارد قابل اجرا اشاره میکند و شامل مقادیر اندازهگیری شده برای وزن پوشش روی، ضخامت لایه خشک، سطح براقیت و نتایج آزمایش خم T میباشد.

خرید کلاف نورد فولادی با روکش رنگی بدون بررسی دقیق مشخصات فنی یکی از رایج ترین مشکلات عملکرد و اختلافات گارانتی در ساخت و ساز است. در اینجا پارامترهای حیاتی برای تعیین و تأیید وجود دارد:
کویل های فولادی با روکش رنگی یکی از همه کاره ترین مصالح ساختمانی و صنعتی موجود است که به طیف قابل توجهی از بازارهای نهایی خدمت می کند. درک مکان و نحوه استفاده از آنها به خریداران کمک می کند تا مشخصات محصول را با الزامات خدمات واقعی هماهنگ کنند.
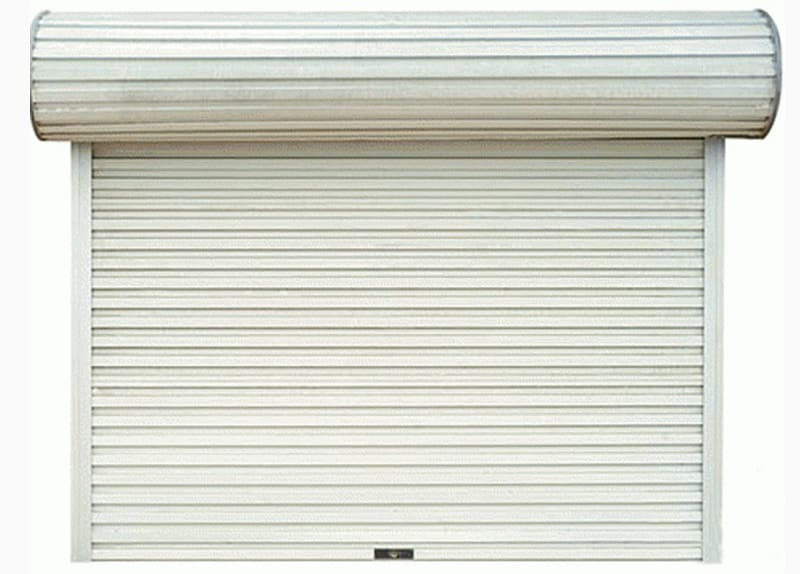
ساخت و ساز تا حد زیادی بزرگترین بخش مصرف نهایی برای کویل های فولادی با روکش رنگی در سطح جهان است که تخمین زده می شود 60 تا 70 درصد کل تولید را مصرف کند. کاربردها شامل ورق های سقف پروفیلی، پانل های روکش دیوار، سیستم های سقف درز ایستاده، پانل های ساندویچ کامپوزیت، نماهای صفحه نمایش باران، سیستم های ناودانی و آب باران، و اجزای اسکلت فلزی است. برای پوشش بام و روکش، بسترهای PPGL مبتنی بر گالوالوم (گالوالوم از پیش رنگ شده) با روکش های رویی SMP یا PVDF به دلیل مقاومت بالا در برابر خوردگی لبه برش پوشش آلیاژ آلومینیوم-روی به طور فزاینده ای نسبت به PPGI گالوانیزه ترجیح داده می شوند.
یخچالها، ماشینهای لباسشویی، واحدهای تهویه مطبوع، اجاقهای مایکروویو و ماشینهای ظرفشویی همگی از پانلهای فولادی با روکش رنگی برای اجزای لاشه بیرونی و داخلی استفاده میکنند. کویل فولادی از پیش رنگ شده در درجه لوازم خانگی به مقاومت عالی در برابر خش، مقاومت شیمیایی در برابر مواد شوینده و پاک کننده ها، ظاهر سطح صاف و رنگ ثابت در حجم بالا نیاز دارد. پوششهای مبتنی بر پلیاستر و پلیاورتان بیشتر مورد استفاده قرار میگیرند، اغلب با درمانهای سطحی ویژه ضد اثر انگشت یا ضد باکتری برای پانلهای قابل مشاهده.
تریلرهای کامیون، واگنهای راهآهن، پانلهای بدنه اتوبوس، درهای کانتینر و آسترهای کانتینر حمل و نقل از کویلهای فولادی با پوشش رنگی ساخته میشوند. این کاربردها مستلزم مقاومت در برابر ضربه بالا، شکل پذیری خوب برای اشکال پیچیده پانل و دوام تحت فشارهای مکرر مکانیکی و قرار گرفتن در معرض آب و هوا هستند. پلاستیک های ضخیم یا پوشش های پلی استر با ساخت بالا اغلب در این بخش به دلیل مقاومت بالای براده و سایش آنها مشخص می شود.
قفسه های ذخیره سازی فولادی، سیستم های قفسه بندی، پانل های قفسه، مبلمان اداری، درب های گاراژ و محوطه های صنعتی از کلاف فولادی با روکش رنگی در حجم بالا تولید می شوند. در این کاربردها، کارایی هزینه محرک اصلی است و پوششهای پلی استر استاندارد روی بستر گالوانیزه Z100–Z140 معمولاً کافی هستند. ثبات رنگ و کیفیت سطح در جایی که محصولات نهایی در محیطهای خردهفروشی یا اداری قابل مشاهده هستند، مهم هستند.
دو نوع بستر غالب برای کویلهای فولادی با روکش رنگی - PPGI (آهن گالوانیزه از پیش رنگشده، روکش روی) و PPGL (گالوانیزه از پیش رنگشده، روکش آلومینیوم-روی) - اغلب توسط خریداران اشتباه گرفته میشوند یا به جای هم استفاده میشوند، اما آنها دارای پروفایلهای عملکردی متفاوتی هستند که باید انتخاب زیرلایهای داشته باشد.
| اموال | PPGI (گالوانیزه) | PPGL (Galvalume / AZ) |
| ترکیب پوشش فلزی | روی خالص (99% روی) | 55٪ Al، 43.5٪ روی، 1.5٪ Si |
| مقاومت در برابر خوردگی سطح صاف | خوب | عالی (2–4× بهتر از GI) |
| مقاومت در برابر خوردگی لبه برش | عالی (محافظت از روی قربانی) | متوسط (اقدام فداکارانه کمتر) |
| مقاومت در برابر حرارت | متوسط (روی در دمای 420 درجه سانتیگراد ذوب می شود) | خوب (Al content raises resistance) |
| شکل پذیری | خیلی خوبه | خوب (slightly less ductile) |
| هزینه نسبی | پایین تر | کمی بالاتر |
| بهترین مناسب برای | لوازم خانگی، ساخت و ساز عمومی، استفاده داخلی | بام با عمر طولانی، محیط های ساحلی و تهاجمی |
برای اکثر کاربردهای سقف و روکش خارجی با عمر طولانی - به ویژه در محیط های ساحلی، صنعتی یا گرمسیری - PPGL به دلیل مقاومت در برابر خوردگی به طور کلی بهتر، بستر ترجیحی است. در جایی که ورق های پروفیل در محل برش داده می شوند و محافظت از لبه های برش یک نگرانی اصلی است، عمل فداکاری روی PPGI یک مزیت را فراهم می کند. در بسیاری از بازارها، هر دو نوع بستر در یک سیستم پوشش و محدوده رنگ یکسان ارائه میشوند، بنابراین انتخاب یک تصمیم ساده عملکرد در مقابل هزینه بر اساس محیط قرار گرفتن در معرض خاص است.
کویل های فولادی از پیش رنگ شده در حین نگهداری و جابجایی در معرض آسیب های مختلفی هستند که با روش های مناسب کاملاً قابل پیشگیری هستند. آسیب وارده در این مرحله اغلب غیرقابل برگشت است و منجر به رد مواد پرهزینه یا کاهش عملکرد خدمات می شود.
با عملکرد ضد زنگ بالا، آنها در ساخت و ساز، خودرو و لوازم ...

PPGI / PPGL COIL نام کامل کویل فولادی گالوانیزه / galvalu...
بندر: ژجیانگ، چین مزایای کویل فولادی گالوانیزه از پیش ...

کاربرد PPGI ساخت و ساز: بیرون: کارگاه، انبار کشاورزی، ...




