- پلاک 8، جاده زائلین،
خیابان لانگ شیانگ،
tongxiang، ژجیانگ، چین - +86 573 89381086[email protected]
- دانلودهابروشورهای PDF
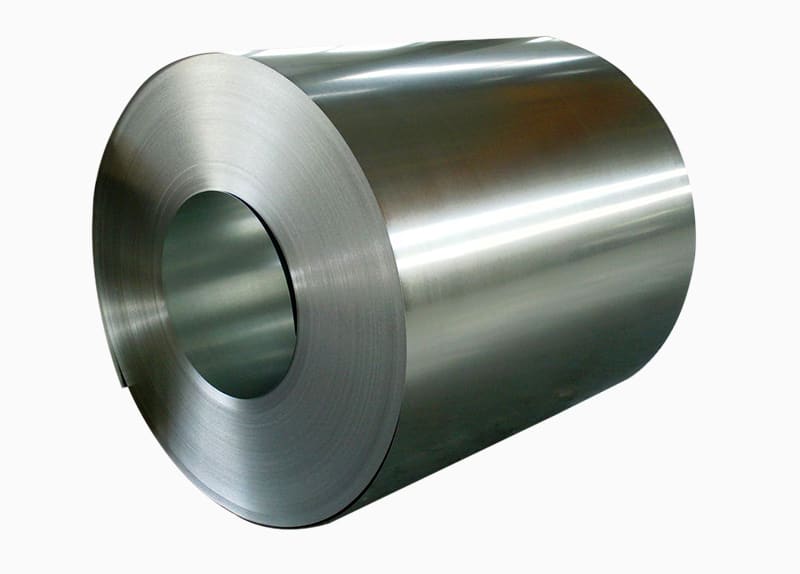
سفر یک سیم پیچ فولادی خیلی قبل از رسیدن به کارخانه یا محل ساخت و ساز آغاز می شود. این کار با مواد خام - سنگ آهن، زغال سنگ کک و سنگ آهک - شروع می شود که در کوره بلند قرار می گیرند و در دمای بیش از 2700 درجه فارنهایت (1480 درجه سانتیگراد) به آهن خام ذوب می شوند. سپس آهن مذاب به یک کوره اکسیژن پایه (BOF) یا کوره قوس الکتریکی (EAF) منتقل می شود، جایی که ناخالصی ها حذف می شوند و محتوای کربن به دقت تنظیم می شود تا فولاد مایع با ترکیب مورد نظر تولید شود.
فولاد مایع به طور مداوم در صفحات ضخیم ریخته می شود - معمولاً 200 تا 250 میلی متر ضخامت و تا 2 متر عرض. این دال ها نقطه شروع تمام محصولات فولادی نورد تخت از جمله کلاف ها هستند. پس از ریختهگری، اسلبها یا فوراً پردازش میشوند یا قبل از ورود به آسیاب نوار داغ، قطعهای که مستقیماً مسئول تولید کلافهای فولادی نورد گرم است، در کورههای گرمکننده مجدد داغ میشوند.
در آسیاب نوار داغ، دال دوباره گرم شده به تدریج بین یک سری پایه های نورد فشرده می شود، هر کدام ضخامت را کاهش می دهند در حالی که نوار دراز می شود و سرعت آن افزایش می یابد. تا زمانی که نوار از پایه های پایانی خارج می شود، ممکن است با سرعت 80 کیلومتر در ساعت یا بیشتر حرکت کند و از یک دال 250 میلی متری به نواری به نازکی 1.5 میلی متر کاهش یابد. سپس نوار بر روی یک میز خالی با استفاده از اسپری های آب کنترل شده قبل از اینکه توسط یک داون کویلر به یک سیم پیچ پیچیده شود، خنک می شود. دمای سیم پیچ به دقت مدیریت می شود زیرا مستقیماً بر ریزساختار و خواص مکانیکی محصول نهایی تأثیر می گذارد.
کویل های نورد گرم را می توان به طور مستقیم برای بسیاری از کاربردها فروخت، اما برای استفاده هایی که نیاز به تلرانس بیشتر، کیفیت سطح بهتر یا استحکام بالاتر دارند، پردازش بیشتری مورد نیاز است. کویل نورد گرم ابتدا ترشی می شود - از حمام اسید کلریدریک یا سولفوریک عبور می کند - تا رسوبات اکسید از سطح پاک شود. این یک سیم پیچ ترشی و روغنی (P&O) تولید می کند که می تواند مستقیماً استفاده شود یا به سمت نورد سرد فرستاده شود.
در آسیاب نورد سرد، ضخامت نوار ترشی در دمای اتاق بیشتر کاهش می یابد، معمولاً 50 تا 90 درصد از اندازه ورودی آن. این امر به طور چشمگیری صافی، پرداخت سطح و دقت ابعادی را بهبود می بخشد، در حالی که قدرت تسلیم را از طریق سخت شدن کار افزایش می دهد. سیم پیچ نورد سرد سپس آنیل می شود - در یک کوره با اتمسفر کنترل شده گرم می شود - تا شکل پذیری از دست رفته در حین کار سرد بازیابی شود. خطوط آنیل پیوسته مدرن می توانند کویل ها را با سرعت بالا پردازش کنند، در حالی که بازپخت دسته ای (با استفاده از کوره های زنگ) برای محصولاتی که به خلق و خوی بسیار نرم نیاز دارند استفاده می شود.
پس از بازپخت، کلافهای نورد سرد معمولاً از یک گذر نورد نرم عبور میکنند - کاهش نور در حدود 0.5 تا 2٪ - که ازدیاد طول نقطه تسلیم را حذف میکند (پدیدهای که باعث ایجاد علامتهای سطحی به نام خطوط Lüders در حین شکلگیری میشود) و سطح و صافی نوار را به خوبی تنظیم میکند. سیم پیچ هایی با نقص صافی ممکن است از طریق یک خط تراز کشش نیز پردازش شوند، که نوار را برای حذف امواج، مجموعه سیم پیچ یا کمان پولادی کشیده می شود.
بخش بزرگی از کویل های فولادی مورد استفاده در سراسر جهان قبل از رسیدن به کاربر نهایی، پوشش محافظ یا تزئینی دریافت می کنند. خطوط پوشش، عملیات مداوم و با سرعت بالا هستند که در آن نوار فولادی در یک عبور از خط تمیز، پیش تصفیه، پوشش داده شده و خشک یا پخت می شود. نوع پوشش اعمال شده مقاومت در برابر خوردگی، شکل پذیری، رنگ پذیری و ظاهر سطح محصول نهایی را تعیین می کند.
در یک خط پیوسته گالوانیزه گرم، نوار فولادی قبل از غوطه ور شدن در حمام روی مذاب در دمای تقریباً 460 درجه سانتیگراد، در یک فضای محافظ تمیز و بازپخت می شود. همانطور که نوار از دیگ روی خارج می شود، چاقوهای هوا روی اضافی را برای کنترل ضخامت پوشش از بین می برند. وزن پوشش روی - بر حسب گرم بر متر مربع (گرم بر متر مربع) بیان می شود - از Z60 (60 گرم در متر مربع) برای کاربردهای داخلی سبک تا Z275 (275 گرم در متر مربع) برای مصارف سخت در فضای باز یا ساختاری متغیر است. روی به صورت متالورژیکی به سطح فولاد میچسبد و محافظت مانع و همچنین محافظت کاتدی (فداکاری) را فراهم میکند که حتی در صورت خراشیدگی پوشش از پخش شدن زنگ جلوگیری میکند.
پوشش کویل یکی از کارآمدترین فرآیندهای رنگ آمیزی در تولید است. نوار فولادی از طریق یک سری مراحل پیش تصفیه شیمیایی، استفاده از پرایمر، و اعمال پوشش رویی با استفاده از رول روکش ها، با کوره های پخت بین هر مرحله می گذرد. کل فرآیند در یک گذر پیوسته با سرعت نواری تا 200 متر در دقیقه انجام می شود. نتیجه یک سیم پیچ فولادی از پیش رنگ شده با روکش بسیار سازگار و بادوام است که نیاز به رنگ آمیزی پس از ساخت را از بین می برد. پوشش ها شامل پلی استر، PVDF (پلی وینیلیدین فلوراید)، SMP (پلی استر اصلاح شده با سیلیکون) و پلاستیزول هستند که هر کدام از نظر انعطاف پذیری، مقاومت در برابر اشعه ماوراء بنفش و مقاومت شیمیایی، مبادلات متفاوتی را ارائه می دهند.
کویل های فولادی بر اساس استانداردهای ملی و بین المللی درجه بندی می شوند که ترکیب شیمیایی قابل قبول، خواص مکانیکی، تحمل ابعادی و کیفیت سطح را تعریف می کنند. سیستم های استاندارد اصلی که با آنها روبرو خواهید شد عبارتند از:
| سیستم استاندارد | مبدا | نمونه های کلاس رایج | استفاده معمولی |
| JIS (استاندارد صنعتی ژاپن) | ژاپن | SPCC، SPCD، SGCC، SGHC | خودرو، لوازم خانگی، ساخت و ساز |
| EN (هنجار اروپایی) | اروپا | DC01، DC04، DX51D، S355 | محصولات شکل دهی عمومی، ساختاری، پوشش داده شده |
| ASTM (انجمن تست و مواد آمریکا) | ایالات متحده آمریکا | A1008, A1011, A653, A36 | محصولات ساختمانی، صنعتی، گالوانیزه |
| GB (Guojia Biaozhun) | چین | Q235، Q345، ST12، ST14 | سازه، شکل دهی سرد، نقشه کشی |
بسیاری از این عناوین درجه اساساً از نظر عملکرد مواد معادل هستند، حتی اگر قراردادهای نامگذاری متفاوت باشد. به عنوان مثال، JIS SPCC، EN DC01، و ASTM A1008 CS نوع B همگی فولادهای نورد سرد با کیفیت تجاری استاندارد با خواص تقریباً مشابه هستند. هنگام کار در بین زنجیرههای تامین بینالمللی، همیشه مدارک مرجع درخواست کنید یا از متالورژیست خود بخواهید که معادل بودن را قبل از جایگزینی گریدها تأیید کند.

کویل های فولادی ستون فقرات تولید مدرن هستند. تطبیق پذیری مطلق فولاد نورد تخت - در اشکال مختلف، گریدها و پوششهای آن - به این معنی است که تقریباً در هر بخش از اقتصاد خود را نشان میدهد. در اینجا نگاهی به مهم ترین حوزه های کاربردی می اندازیم:
صنعت خودرو یکی از بزرگترین مصرف کنندگان کویل های فولادی در سراسر جهان است. کویل های نورد سرد و گالوانیزه در پانل های بدنه، پوسته درها، هودها، گلگیرها و تقویت کننده های ساختاری مهر و موم می شوند. کویلهای فولادی با استحکام بالا و فوقاستحکام (UHSS) - با قدرت تسلیم بیش از 600 مگاپاسکال - به طور فزایندهای در بخشهای حیاتی ایمنی مانند ستونهای B، تیرهای درها و تقویتکنندههای سپر استفاده میشوند، جایی که انرژی تصادف را جذب میکنند و در عین حال به خودروسازان اجازه میدهند وزن را کاهش دهند و به اهداف مصرف سوخت برسند.
کویل های فولادی از پیش رنگ شده و گالوانیزه به صورت رول به پانل های سقفی، روکش دیوار، پرلین، گل میخ های قاب فولادی و فلاشینگ تبدیل می شوند. کلافهای سازهای نورد گرم شکاف میدهند و به بخشها، زوایا و کانالهای توخالی تبدیل میشوند که در ساختمانهای اسکلت فلزی، انبارها و سازههای صنعتی استفاده میشوند. تقاضای بخش ساخت و ساز برای کویل های پوشش داده شده به شدت به دلیل نیاز به پوشش های ساختمانی با عمر طولانی و کم تعمیر و نگهداری در همه شرایط آب و هوایی است.
درام های ماشین لباسشویی، کابینت های یخچال، آستر اجاق گاز و روکش های تهویه مطبوع همگی از کویل های فولادی نورد سرد یا از پیش رنگ شده ساخته شده اند. صنعت لوازم خانگی به کیفیت سطح ثابت و تحمل ضخامت محکم نیاز دارد تا اطمینان حاصل شود که پانل ها می توانند بدون نقص شکل بگیرند، جوش داده شوند و رنگ آمیزی شوند. کویل های فولادی پوشش داده شده مقاوم در برابر اثر انگشت - با سطح ویژه ای که رد انگشت های قابل مشاهده را به حداقل می رساند - به طور فزاینده ای برای روکش های لوازم خانگی ممتاز محبوب شده اند.
Tinplate - فولاد نورد سرد با پوشش بسیار نازک قلع - یکی از محصولات فولادی با روکش اصلی است و برای قوطی های غذا و نوشیدنی، ظروف آئروسل و قوطی های رنگ ضروری است. فولاد مورد استفاده باید بسیار نازک (تا 0.1 میلی متر)، بسیار صاف و عاری از عیوب سطحی باشد تا در سرعت های بالای خطوط قوطی سازی مدرن شکل بگیرد. فولاد بدون قلع (TFS) که به جای قلع با اکسید کروم پوشانده شده است، به طور گسترده ای به عنوان یک جایگزین مقرون به صرفه در بسته بندی های غیرغذایی استفاده می شود.
کویل های فولادی نقش رو به رشدی در بخش انرژی ایفا کند. سیمپیچهای فولادی الکتریکی - نوارهای نورد سرد آلیاژی سیلیکونی با خواص مغناطیسی به دقت کنترل شده - در لایههای هستههای موتور الکتریکی و هستههای ترانسفورماتور پانچ میشوند. با افزایش تعداد وسایل نقلیه الکتریکی و تاسیسات انرژی تجدیدپذیر، تقاضا برای سیم پیچ های فولادی الکتریکی با راندمان بالا در حال افزایش است. سیستمهای نصب پنل خورشیدی، بخشهای برج بادی و فولادهای خط لوله نیز از محصولات کویل نورد تخت ساخته میشوند.
حتی از کارخانههای معتبر، کویلهای فولادی میتوانند دارای عیوب باشند - برخی از فرآیند فولادسازی به ارث رسیدهاند، برخی دیگر در هنگام نورد، پوشش یا کلافسازی معرفی شدهاند. شناخت این عیوب به شما کمک می کند تصمیم بگیرید که آیا مواد برای استفاده مناسب هستند، باید درجه بندی شوند یا باید رد شوند. رایج ترین انواع نقص عبارتند از:
با عملکرد ضد زنگ بالا، آنها در ساخت و ساز، خودرو و لوازم ...

PPGI / PPGL COIL نام کامل کویل فولادی گالوانیزه / galvalu...
بندر: ژجیانگ، چین مزایای کویل فولادی گالوانیزه از پیش ...

کاربرد PPGI ساخت و ساز: بیرون: کارگاه، انبار کشاورزی، ...




